手机企腾网工厂优选|
手机企腾网工厂优选|









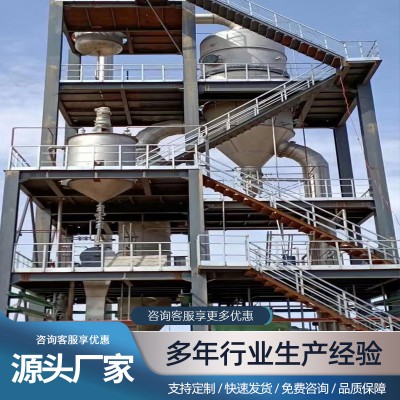








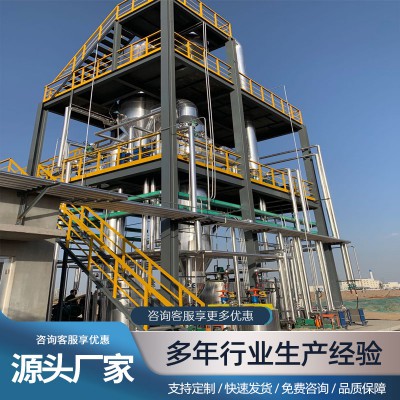
随着食品、医药等行业的快速发展,对葡萄糖浆及其高浓度产品的需求日益增长。为了满足这一市场需求,葡萄糖浆强制循环浓缩设备与葡萄糖高速浓缩设备应运而生,成为行业内的关键设备。本文将详细介绍这两种设备的技术特点及其在工业应用中的优势。
一、葡萄糖浆强制循环浓缩设备
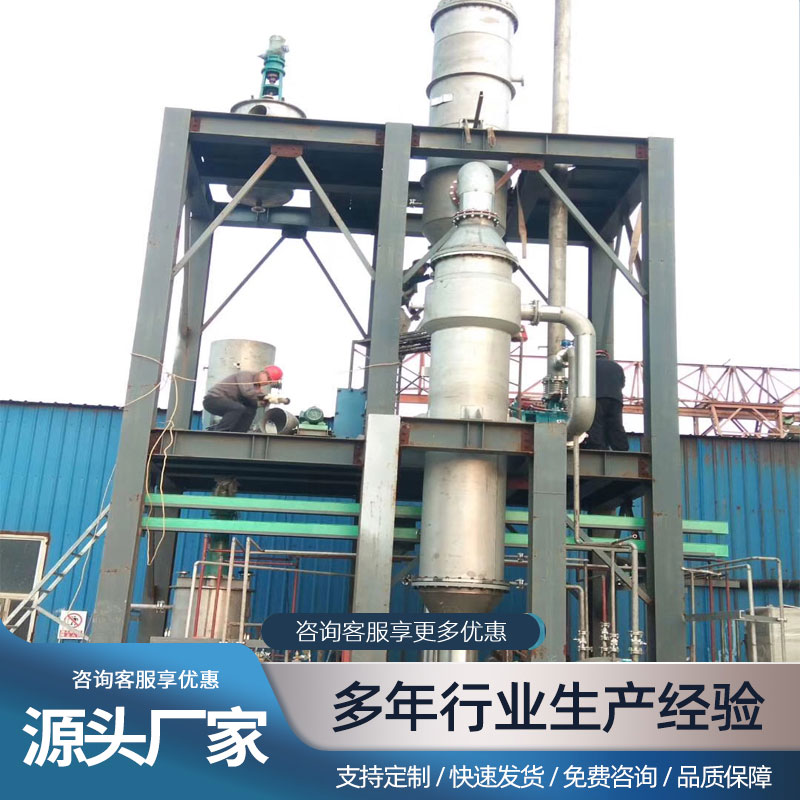
葡萄糖浆强制循环浓缩设备是一种高效、节能的蒸发浓缩设备。其工作原理是通过泵将葡萄糖浆在设备内部进行强制循环,增加物料与热源的接触面积,从而提高蒸发效率。这种设备具有以下技术特点:
- 高效蒸发:强制循环使葡萄糖浆与热源充分接触,实现高效蒸发,提高了设备的处理效率。
- 节能降耗:设备设计合理,热利用率高,降低了能耗。同时,由于循环速度可控,可根据实际需要调节蒸发量,进一步降低能耗。
- 自动化程度高:设备配备先进的控制系统,可实现自动化操作,降低了操作难度,提高了生产效率。
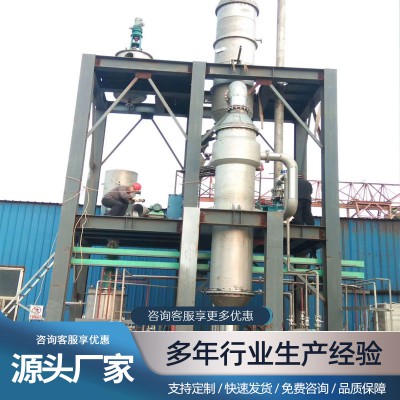
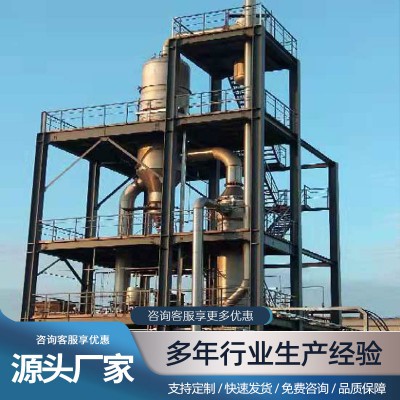
二、葡萄糖高速浓缩设备
葡萄糖高速浓缩设备是一种专门针对葡萄糖浆进行高速浓缩的设备。其工作原理是通过提高设备的蒸发能力和传热效率,实现葡萄糖浆的快速浓缩。这种设备具有以下技术特点:
- 高速浓缩:设备具有高效的蒸发能力和传热效率,可在短时间内将葡萄糖浆浓缩至所需浓度,提高了生产效率。
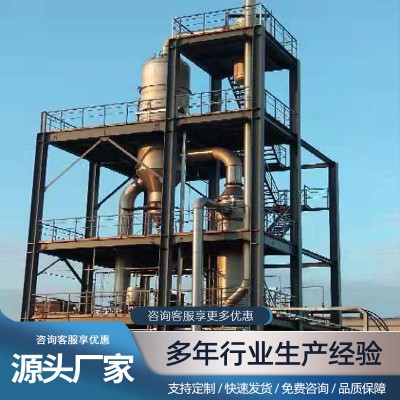
- 高效节能:设备采用先进的节能技术,如热回收系统、智能控制等,降低了能耗,提高了经济效益。
- 适用范围广:设备可适应不同浓度、不同性质的葡萄糖浆,具有广泛的适用性。
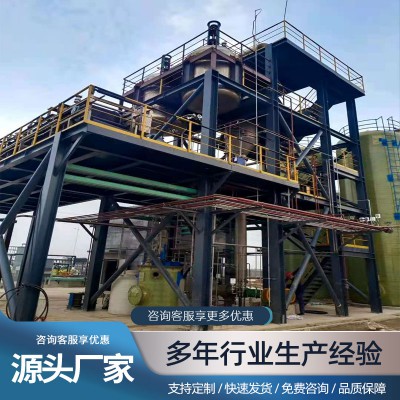
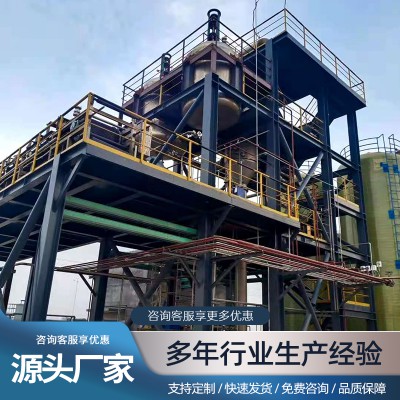
三、工业应用中的优势
葡萄糖浆强制循环浓缩设备与葡萄糖高速浓缩设备在工业应用中具有显著优势。首先,它们能够提高葡萄糖浆的浓缩效率,降低生产成本。其次,设备具有高度的自动化和智能化水平,降低了操作难度和人工成本。zui后,设备具有高效节能的特点,符合当前环保和可持续发展的要求。
总之,葡萄糖浆强制循环浓缩设备与葡萄糖高速浓缩设备是食品、医药等行业中不可或缺的关键设备。它们的技术特点与工业应用优势使得这些设备在市场中具有广泛的应用前景和发展空间。