 手机企腾网工厂优选|
手机企腾网工厂优选|


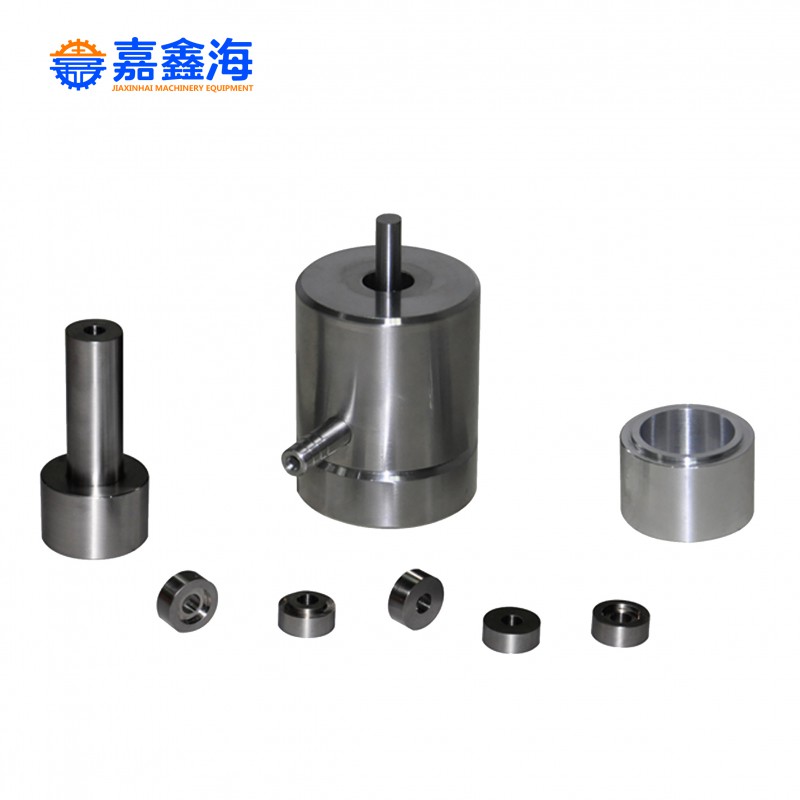
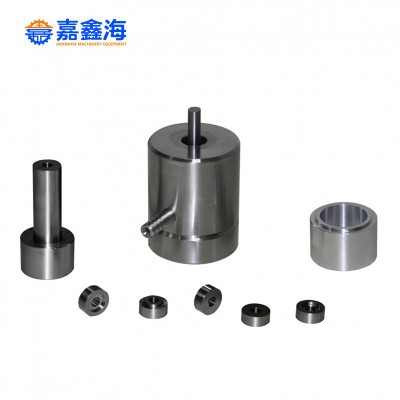














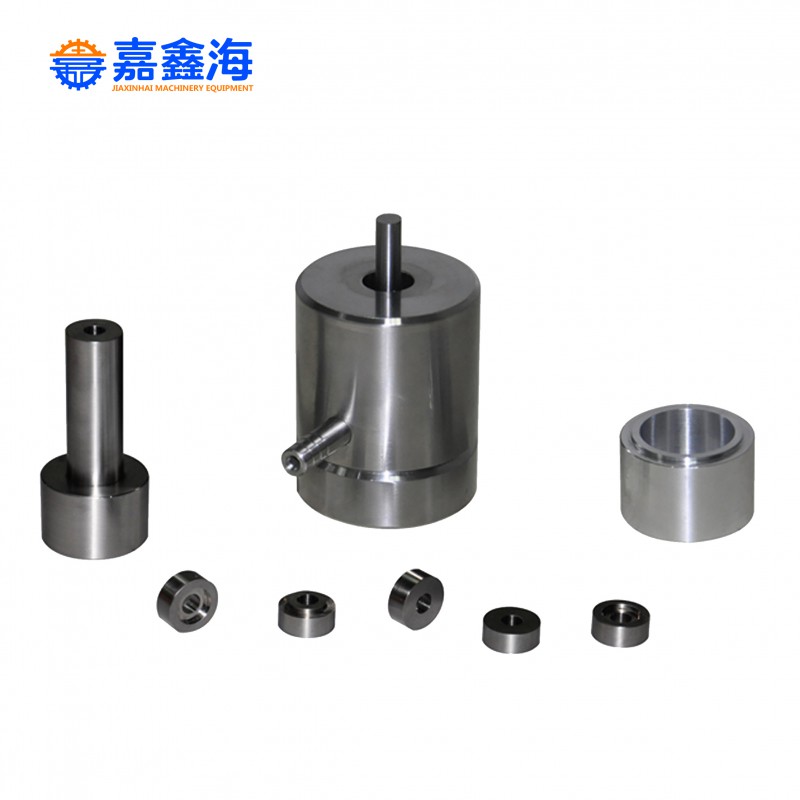
嘉鑫海JMO系列实验室用环形模具大部分用于催化行业或是一些需要带孔样品的成型,方孔、多孔的样品均可定做,一般常用尺寸:直径Ф3-20mm,高度1-20mm,常用模具规格:外圆及内孔直径,外Ф7-内Ф3mm、外Ф10-内Ф5mm、Ф12-内Ф6mm、外Ф20-内Ф10mm等。其他特殊模具尺寸、规格、形状、材质等可根据客户需求定做。
模具使用操作步骤:
1、将模具按照模具操作示意图组装好,并将腔体内装好样品;
2、将模具放置在压片机的中心位置,加压到样品所需的压力;
3、将模具从压片机中拿出,按照模具退模示意图拿掉模具底座,装上退模套,放置到压片机中心位置;
4、轻轻转动压片机手轮,用丝杠将样品从模具套中顶出;
5、将模具从压片机中取出,并轻轻取出样品;
主要技术指标:
|
模具名称 |
环形模具或孔型模具 |
|
成型样品实图 |
|
|
可压制样品形状 |
圆孔形、方孔形或半弧孔形等形状 |
|
常用模具规格 |
外径和孔径:Ф7-Ф3mm、Ф10-Ф5mm、Ф12-Ф6mm、Ф20-Ф10mm等 |
|
模具材质 |
合金工具钢:Cr12MoV(可定做硬质合金钢) |
|
模具压头硬度 |
HRC60-HRC62 |
|
模具腔体深度 |
40mm |
|
模具外形尺寸 |
Ф53×120mm |
|
模具重量 |
1.4kg |
|
模具压强计算公式 |
油缸的面积/模具的面积×压力表读数=模具实际承受压强。切勿超压! |
|
模具备注 |
非标定制,以上指标仅供参考,可根据客户需求定制各种规格、材质、形状的模具 |
模具使用及保养:
模具每次使用时候应先将模具表面用无尘纸将模具擦干净以免模具上的防锈油影响到样品的测试结果,加压时注意不得超过模具的承受压力。模具使用后要及时将模具上的样品清理干净以免腐蚀模具,长时间不使用需要将模具涂上防锈油,放置在干燥的环境中保存。
1、将模具放置压片机的中心位置,加压时不得超过模具的承受能力。
2、模具表面如有样品残留无法清除,请不要用化学试剂清洗及浸泡;
3、模具长时间不使用,可以在模具的表面涂抹上防锈油以免模具生锈;
4、模具长时间不使用,需要将模具放置在干燥环境中保存。








