 手机企腾网工厂优选|
手机企腾网工厂优选|














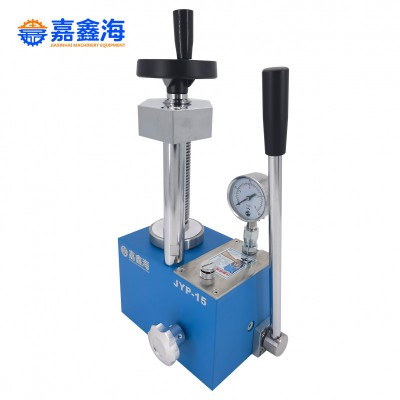

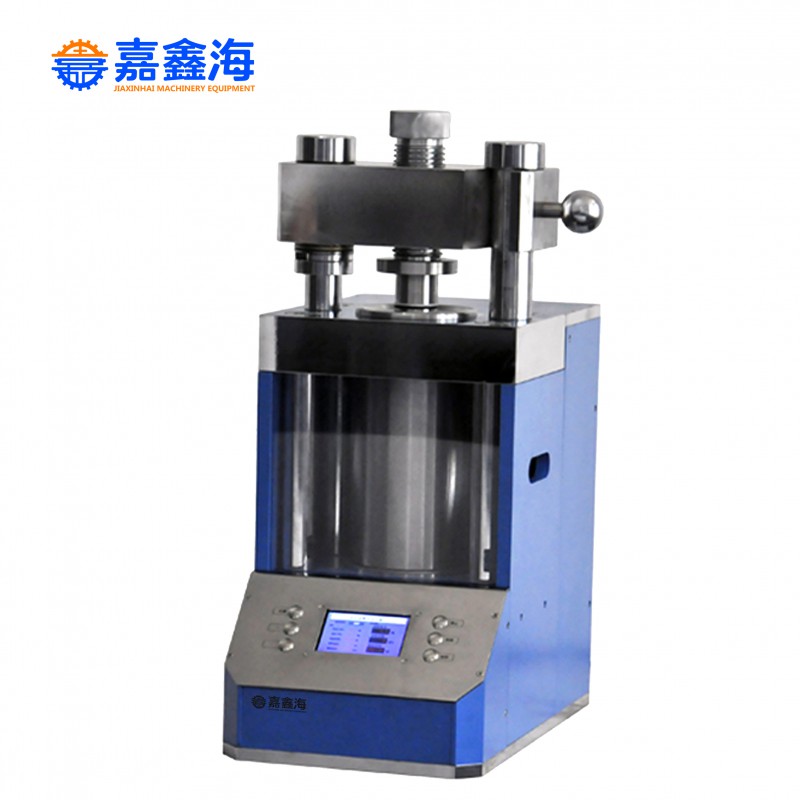
全自动等静压压片机是我公司新推出的一款自动型等静压压样机,可用于长柱体样品的压制,以及样品的二次成型;样品通过等静压压制后,样品的密度更加紧密、均匀,适用于对成型密度均匀性要求较高的样品。本系列压片机可以程序控制,自动加压、自动补压、定时泄压,液晶大屏显示,可自动换算样品所受实时实际压强,上板摇臂结构,操作简单方便,机体钢板防护并配有有机玻璃防护门,安全性强。
设置操作界面:
1、设置:
在操作界面下,按下设置按钮进入设置界面,再按下设置按钮,移动设置内容,移动到模具直径后,再按下设置按钮,返回操作界面。
在操作界面下,按下“+”键,增加设置数字;
在操作界面下,按下“-”键,减少设置数字;
2、操作:
当设备运行过程中,按下“停止”按钮,设备将停止电机运转,并打开泄压阀,将压力释放;
按下“脱模”按钮,设备会启动,当压力超过规定压力,或是解除限位开关,设备会自动停止并泄压,也可以手动停止操作;
按下“制样”按钮,设备会启动,当压力达到设定压力,设备会停止加压并记时保压,低于加压下自动补压,定时结束后自动泄压。
操作步骤:
1、打开摇臂,取出模具压杆。
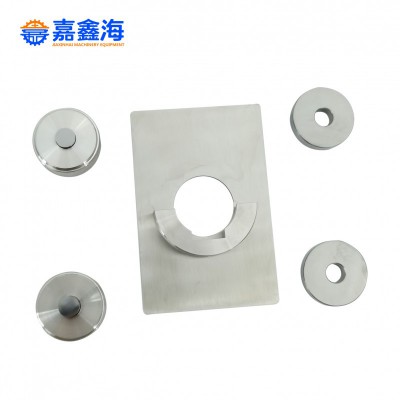
2、将组装好的模具或包裹好的样品放入等静压腔体里面。
3、将上压杆的三道胶圈压到腔体中。
4、紧上上压杆中心的放气螺丝。
5、摇上悬臂,紧死丝杠。
6、按“设置”键,进入设置菜单。
7、按“+”键,增加设置数值。
8、按“-”键,减少设置数值。
9、连续按“设置”键返回操作界面。
10、按“制样”键,设备开始启动加压。
11、系统压到设定压力,系统按照设定时间自动保压。
12、保压结束后,系统自动泄压,松开上摇臂。
13、松开上压杆中心的放气螺丝。
14、用2个工具螺丝,将上压杆取出。
15、取出压制好的样品。
|
型号 |
JPP-60J |
|
|
压力范围 |
0-60T |
|
|
活塞直径 |
镀铬油缸Φ150mm(d) |
|
|
加压过程 |
程序加压-程序保压-定时泄压 |
|
|
保压时间 |
0-999.59分钟 |
|
|
压强换算 |
程序自动换算样品承受的压强 |
|
|
液晶显示 |
4.3寸液晶屏 |
|
|
设备防护 |
钢板防护配有机玻璃门 |
|
|
等静压压强 |
300MPa |
500MPa |
|
等静压腔体 |
Φ50×150mm(M×N) |
Φ30×150mm(M×N) |
|
油缸行程 |
50mm(T) |
|
|
制样特点 |
上板摇臂结构,操作更方便 |
|
|
外形尺寸 |
300×500×680mm(L×W×H) |
|
|
电源 |
220V/1500W |
|
|
设备重量 |
240Kg |
|








