
全国客服热线:010-53392860
 产品分类友情链接
产品分类友情链接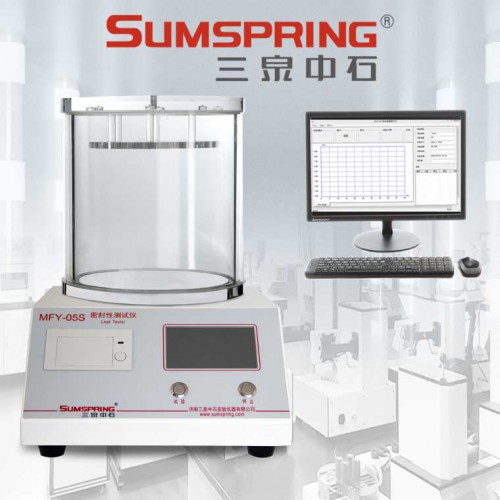




随着科技的发展和人们对产品质量要求的提高,各种包装容器的密封性能检测越来越受到重视。其中,气雾阀门、牙膏
管、复合罐、喷剂阀、奶粉包装和喷雾罐等产品的密封性能是产品质量的关键指标之一。为了确保这些产品的密封性能符合
要求,可以采用抽负压的方式进行检测。
抽负压检测是一种破坏性的检测方法,通过抽真空的方式将包装容器内的空气抽出,然后观察容器是否能够保持负压状
态。如果容器存在泄漏或者密封不良的情况,将会导致容器内部的正负压变化,从而判断出容器的密封性能。
下面介绍如何用抽负压的方式检测气雾阀门、牙膏管、复合罐、喷剂阀、奶粉包装和喷雾罐等产品的密封性能。首先,
准备好抽负压的设备,如真空泵、压力表、管道和密封容器等。将待检测的产品放入密封容器内,并将密封容器与抽负压设
备连接。
其次,启动真空泵,将容器内的空气抽出,使容器内部达到一定的负压状态。然后关闭真空泵,观察压力表的变化。如
果压力表变化较小或者没有变化,说明该产品的密封性能良好;如果压力表迅速下降或者负压状态无法保持,则说明该产品
的密封性能存在问题。
对于气雾阀门、牙膏管、复合罐、喷剂阀、奶粉包装和喷雾罐等产品的密封性能检测,可以采用抽负压的方式进行检测。
这种方法具有简单易行、快速准确等优点,可以有效地检测出产品的密封性能是否符合要求,从而保证产品的质量。同时,
这种检测方法也适用于其他包装容器的密封性能检测。

真空度 0.01- -90.00KPa(其他压力可定制)
真空精度 1级
分段试验 1-5段(自由设定)
回差设置 0.01-5.00KPa(自由设定)
保压时间 0.1-99999.9s(自由设定)
真空室尺寸 Φ270 mm x 210 mm (H)(标配)
Φ360 mm x 585 mm (H)(选配)
Φ460 mm x 330 mm (H)(选配)
(其他尺寸可定制)
数据接口 RS232(可连接用户LIMS系统)
主机尺寸 325mmX420mmX170mm(长宽高)
主机重量 9Kg
环境要求
工作温度 10℃-50℃
气源压力 0.5MPa~0.7MPa
相对湿度 80%,无凝露
工作电源 220V 50Hz



